
起重吊钩扫查要求与缺陷的测定
起重吊钩扫查要求与缺陷的测定
编辑:北京凌鹰起重 浏览:5345 时间:2016-06-03
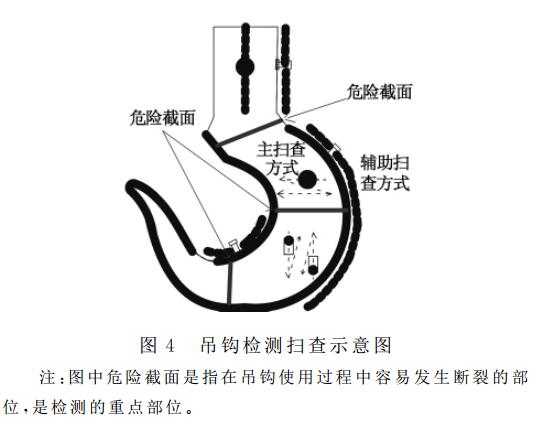
为防止缺陷漏检,按图4进行扫查直探头采用接触式在钩柄圆柱、钩腔、钩腔外圆弧和钩头一侧表面垂直于锻造流线方向做锯齿形扫查。
为防止缺陷漏检,按图4进行扫查直探头采用接触式在钩柄圆柱、钩腔、钩腔外圆弧和钩头一侧表面垂直于锻造流线方向做锯齿形扫查。扫描线按声程1:1调节,以2平底孔为扫 查灵敏度,3平底孔为评定线灵敏度,耦合补偿用试块和工件实际测定。斜探头在钩头两侧面沿锻造流线方向做平行扫查和斜探头在钩腔内表面垂直于锻造易折叠部位做锯齿型扫查,扫描线速度按声程1:1调节,灵敏度按2.4.3调节,耦合补偿用试块和工件实际测定。确因锻件几何形状的限制而扫查不到的部位,应予以记录和图示,必要时还应得到各方同意。
缺陷侧定:
型号SH610e为直读式超声波探伤仪,当扫描速度为1:1时水平、深度即为实际数值。当缺陷的波高位于2平底孔灵敏度以上,左右移动探头时缺陷回波高度 变化不大或有多个波高时采用6dB法测定缺陷指示长度。缺陷的反射波高度连续达到或超过"距离-波幅"曲线,必须按此"距离-波幅"曲线的灵敏度画出缺陷反射面积,移动探头使缺陷波高等于2平底孔灵敏度的"距离-波幅" 曲线,画出的范围即为缺陷区反射面积。由于探测距离(深度)很长或探伤表面弯曲,在锻件表面所画出的缺陷面积,可能同缺陷实际大小反射面积有较大的差别,应采用声程和声束扩散图形相结合的作图法加以综合考虑,进行修正,以较实际地反映缺陷大小。
上一条: 电动葫芦防高处坠落装置的设计
下一条: 一种新型的环链电动葫芦平衡结构介绍
其他新闻:

